产品介绍
产品介绍 科学选材
科学选材 案例精选
案例精选 防伪验证
防伪验证 在线销售
在线销售 EVI先期介入
EVI先期介入 联系我们
联系我们 最新公告
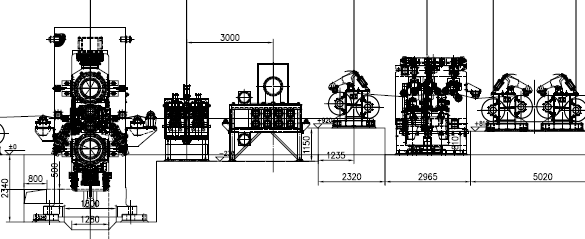
最新公告工艺流程
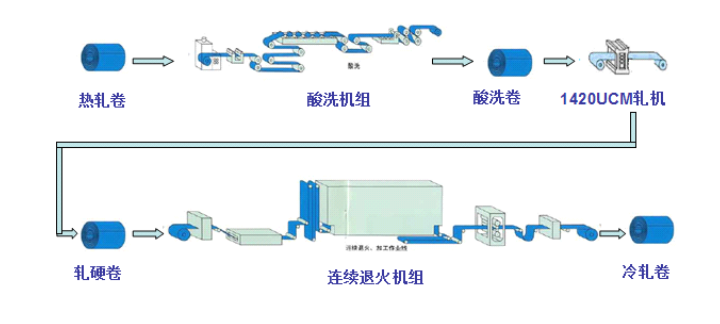
连退机组特点
1、产品多样性钢种品种多 全套引进美国FCE多功能立式退火炉,能满足多种退火曲线,可生产CQ、DQ、DDQ、T3、T4、T5等多个钢种。
规格范围宽 0.2~1.2mm的厚度范围、700~1250的宽度范围,能满足用户多种规格的需求。
2、生产效率高
机组工艺速度Max180m/min,速度快,效率高;机组设计最高小时产量53.58吨(1.2×1250mm规格CQ),设计平均规格0.443×1001mm,平均小时产量30吨
转换灵活 退火炉采用天然气辐射管加热,炉子为轻型结构,升温降温速度快,可在多种退火曲线中灵活转换,实现产品品种及规格的灵活转换。
3、性能稳定性
精确加热系统 退火炉加热系统采用计算机全自动闭环控制,根据检测的带钢温度自动调整加热装置,保证带钢温度波动范围±10℃,钢带受热均匀稳定;2、快速冷却系统 退火炉快冷系统采用美国FCE专利快冷技术,计算机自动控制,冷却能力强(0.2mm厚度规格可达101℃/S,1.0mm厚度可达40℃/S)宽度方向3台高温计检测带钢温度反馈控制冷却风量,保证宽度方向冷却均匀。
大轧制力平整 机组出口设置轧制力Max1000吨、延伸率Max3%的四辊湿平整机,能满足大纲各种钢种的延伸率要求,充分消除屈服平台,保证产品良好的冲压性。
4、表面质量好
高效的清洗系统 。 清洗段设置碱喷洗+碱刷洗+电解清洗+水刷洗+三级水漂洗,能高效地去除带钢表面的油脂和铁粉等污物。
清洁型炉膛。 整个退火炉炉膛内部均设不锈钢板内衬,使炉膛清洁无尘,退火后钢带表面清洁;钢带退火过程全程处于保护还原性气体氛围,表面无氧化,退火后钢带表面光亮。
5、尺寸精度高
激光和抛丸毛化 。 平整机工作辊毛化采用激光毛化,工作辊粗糙度范围0.5~10um,可满足各种粗糙度要求(一般表面结构麻面D控制粗糙度范围0.6um<Ra≤1.6um;表面结构为光亮表面时粗糙度按Ra≤0.9um);产品表面粗糙度控制均匀,表面美观。
成品厚度 轧机高精度的厚度控制系统,控制原料厚度精度,保证连退产品的厚度精度。
成品宽度 出口高精度的切边圆盘剪,切边精度±2mm,可达到宝钢标准高级精度。
6、优良平直度
原料板形 轧机高精度的板形仪和精密冷却控制系统,为连退机组供应板形优良的原料。
成品板形 连退出口设置平整机+拉矫机,在平整机改善板形的基础上,通过拉矫机获得优良的平直度。